MATERIÁLY
Vyrábíme odlitky osm základních druhů slitin hliníku AlSi10MgMn, AlSi10Mg (Cu), AlSi8Cu3, AlSi7Mg0.3, AlSi12, AlSi12 (Cu), AlMg5Si1Mn a AlCu5NiCoMnSbZrTi (RR350). Slitiny AlSi10MgMn, AlSi7Mg0.3 a RR350 můžeme tepelně zpracovat pro zlepšení mechanických vlastností. Tepelné zpracování zajišťujeme ve spolupráci s certifikovanými externími firmami.
| Materiály |
|---|
| AlSi10MgMn |
| AlSi10Mg (Cu) |
| AlSi8Cu3 |
| AlSi7Mg0.3 |
| AlSi12 |
| AlSi12 (Cu) |
| AlMg5Si1Mn |
| AlCu5NiCoMnSbZrTi (RR350) |

TECHNOLOGICKÉ VYBAVENÍ
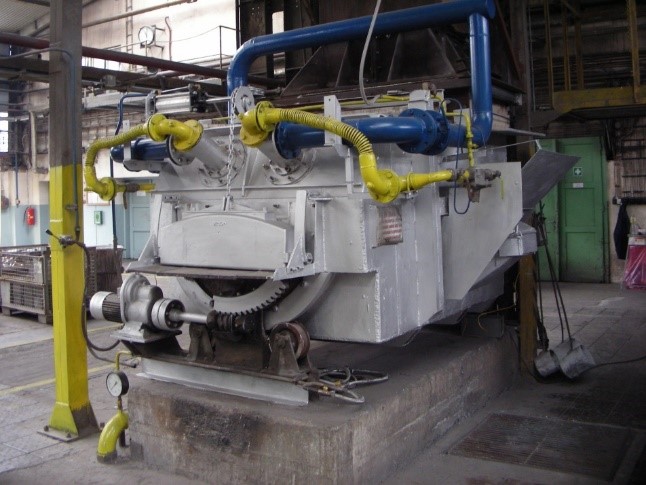
TAVÍRNA
Pro výrobu tekutého kovu používáme čtyři plynové tavící pece. Dvě nístějové pece typu Sklenár s přímým ohřevem o objemu 900 kg a dvě kelímkové tavící pece o objemu 600 kg a 1000 kg. Pro kokilové lití máme k dispozici 6 udržovacích elektrických odporových kelímků o kapacitě 250 kg.

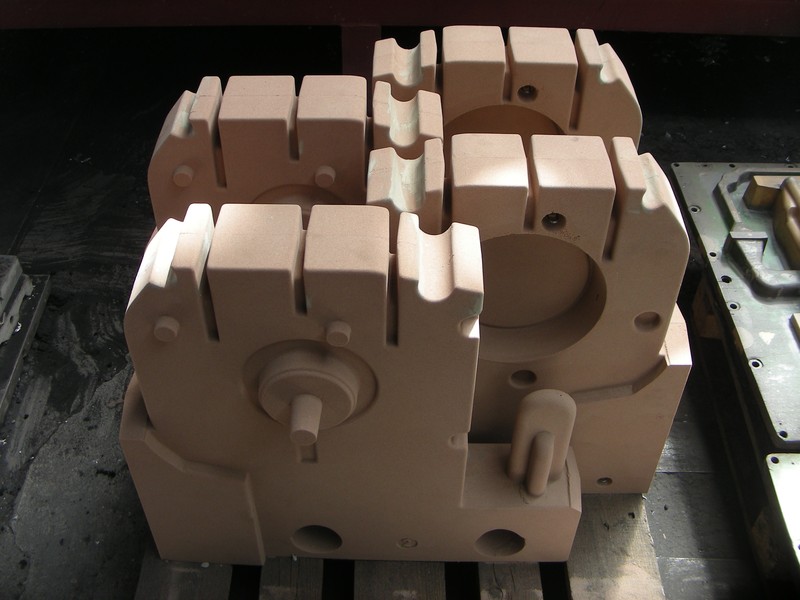
FORMOVNA
Lití do písku
Pískové formy z bentonitové směsi vyrábíme na novém formovacím stroji HSP-3 firmy HWS – Sinto. Stroj HSP-3 využívá technologii zhutnění písku metodou SEIATSU. Dále vyrábíme odlitky na dvou formovacích strojích LSS 3R střásáním s dolisováním. Strojní formování nám umožňuje docílit přesnost odlitků CT9 dle ISO 8062.
| Formovací linka | Rozměry rámů (mm) | Počet forem/směna |
|---|---|---|
| HSP-3 | 1000x800x300 | 30 |
| LSS 3R | od 450x350x80 do 680x500x220 | 30 - 50 |

Kokilové pracoviště
Kokilové pracoviště má k dispozici 6 licích strojů typu EMBO. Licí stolice jsou s hydraulickými tahači, otevírané do šesti stran. Kokilové odlitky mohou být s s pískovým jádrem, nebo bez jádra. Přesnost odlévání je dle ISO 8062 CT8 až CT9. Do kokilových odlitků mohou být zalévány ocelové nebo mosazné zálitky. Maximální hmotnost kokilových odlitků je 18 kg.
| Kokilový stroj | Počet odlitků/směna |
|---|---|
| 6 x kokilový stroj typu EMBOO | 30 – 200 (podle váhy odlitku) |
| 1 x kokilový stroj typu CGH-08 (s vertikální dělicí rovinou) |
až 200 |
| 1 x kokilový stroj typu KG-222 | až 200 |
| 2 x speciální kokilový stroj pro odlitky TATRA | až 200 |
Ruční formování
Ruční formování využíváme v případě kusové výroby, či výroby rozměrově velkých odlitků, které nelze umístit na strojní formování. Hmotnost odlitku je omezena velikostí licí pánve s maximem 250 kg taveniny. Nejtěžším výrobkem byl odlitek s hrubou hmotností 149 kg a 11 jádry. Na ručním formování dosahujeme přesnosti dle ISO 8062 CT10.
| Rozměry rámů (mm) | Počet forem/směna |
|---|---|
| od 300x230x55 | 12 |
| max 1900x1000x300 | 3 |
max. 250 kg taveniny

JADERNA
Slévárna hliníku má vlastní jadernu. Na pracovišti jaderny se nacházejí tři vstřelovací stroje, kde je možné vyrábět jádra o hmotnosti 0,1 kg do 45 kg metodou COLD-BOX. Další dva stroje jsou určeny pro metodu HOT-BOX. Na pracovišti ručního formování jader vyrábíme jádra do hmotnosti 120 kg.

CÍDÍRNA
Pro odstraňování nálitků, výfuků a vtokových soustav jsou využívány pásové pily. Výklep jader se provádí pneumatickým kladivem. Další apretace probíhá na pásových bruskách, rotačních pilnících a pomocí ručních nástrojů. Odlitky z pískového lití a některé kokilové odlitky se tryskají nerezovými broky v tryskacím stroji DISA.